Máy hàn Nhôm chủ yếu sử dụng phương pháp Hàn TIG với chiều dày nhôm từ 0.8mm đến 3.2mm các chiều dày lớn hơn cũng hàn TIG được nhưng không kính tế bằng các phương pháp hàn khác.
-Nắm được thế nào là hàn TIG nhôm
-Nắm được các qui tắc an toàn khi hàn TIG.
Hàn TIG yêu cầu người thợ phải có một kĩ năng vững vàng, phải nắm được cách phối hợp cả 2 tay một cách nhuần nhuyễn. Do đó trước tiên cần phải biết và học cách hàn nhôm, sau đó có thể truyền sang các kim loại khác một cách dễ dàng.
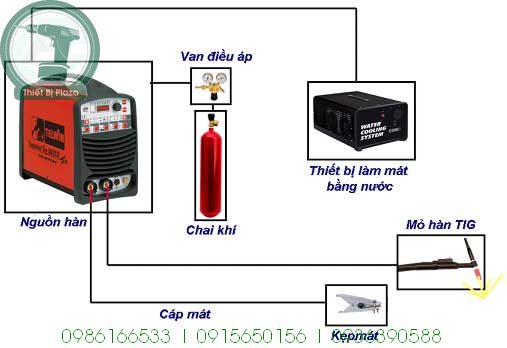
1.Nguồn điện hàn (máy hàn)
Nên sử dụng máy hàn AC để đạt được kết quả tốt nhất vì hồ quang xoay chiều có tác dụng tẩy bỏ lớp Oxit bề mặt.
2.Điện cực
Khi hàn nhôm nên sử dụng điện cực zirconi-vonfram loại tốt, loại này ít bị nhiễm bẩn hơn Vonfram tinh khiết và chịu được dòng điện cao hơn mặc dù giá đắt hơn.
3.Mỏ hàn TIG.
Nếu chỉ hàn bằng dòng điện thấp ( dưới 100A) thì chỉ cần dung loại mỏ hàn làm mát bằng khí Argon. Khi cần sử dụng dòng lớn hơn (100A-250A), phải dùng loại mỏ hàn được làm mát bằng nước và có tay cầm đặc biệt.
4.Khí bảo vệ.
Argon được xem là loại khí bảo vệ tốt nhất khi hàn nhôm. Nếu khí bảo vệ không đủ, bề mặt mối hàn ở những vùng không có khí bảo vệ sẽ bị không khí xâm nhập và bị chuyển sang màu đen. Vì thế người thợ phải luôn luôn đối chiếu lưu lượng khí thực. Để tránh bị oxy hoá đầu điện cực đang có nhiệt độ cao, sau khi hồ quang đã tắt vẫn phải duy trì dòng khí trong một khoảng thời gian đủ để điện cực nguội dòng khí bảo vệ thoát ra sau khi đã ngắt hồ quang được gọi là dòng phụ.
5.Làm sạch.
Để có thể tạo được những mối hàn không bị lẫn oxit, người thợ phải tiến hành làm sạch bề mặt nhôm trước khi gây hồ quang. Việc này có thể thực hiện một cách dễ dàng với một chiếc bàn trải bằng thép không gỉ hoặc cũng có thể sử đụng dung dịch sút để ăn mòn bề mắt chi tiết, đây là qui trình làm sạch tốt nhất.
6.An toàn trong quá trình hàn
Người thợ phải được trang bị các thiết bị bảo vệ như: Găng tay, mũ , áo dài tay, mặt nạ,... Mặt nạ phải có kính lọc màu tối.
7.Hàn đính
Với những mối hàn lắp ghép không tôt sẽ không thể có được các mối hàn chất lượng cao, Vì thế trước khi hàn, tốt nhất là đặt các tấm nhôm cách nhau 1 khoảng rồi hàn đính một vài điểm để tránh bị biến dạng khi hàn đính, phảo đảm bảo là các cạnh vẫn giữ song song với nhau, điều này giúp cho mối hàn ngấu tốt.
8.Tư thế hàn và khe hở
Với mọi loại vật liệu, tốt nhất là ở tư thế hàn xấp. Hàn ở tư thế hàn xấp làm tăng tốc độ cũng như chất lượng mối hàn đồng thời giảm giá thành
.
9.Đệm lót
Trong quá trình hàn có thể phải lập chi tiết và hàn mặt sau của mối hàn. Khi đó chân mối hàn ở mặt sau sẽ phải được quét ra (soi) trước khi hàn lại mặt sau, quá trình này được gọi là soi lưng và thường được thực hiện bằng búa và đục.
10.Đồ gá
Nếu chỉ riêng hàn đính không đủ giữ các chi tiết, khí đó phải sử dụng đồ gá với các chi tiết nhỏ. Có thể dùng các bộ kẹp, các chi tiết lớn có thể phải dùng các đồ gá đặc biệt chế tạo từ các mảnh vật liệu nhỏ để tiết kiệm thời gian, Tương tự trong sản xuất khi cần tạo ra các mối nối có độ chính xác cao, đồ gá sẽ giúp tiết kiệm rất nhiều thời gian.

Other news